1數(shù)控刀具的分類;
車削刀具
銑削刀具
鑽削刀具
工具(jù)係統
2刀具(jù)的結構包括:刀體、刀片和(hé)夾緊(jǐn)機構
夾緊機構主要的方式包括S類螺釘、P類(lèi)杠(gàng)杆、N類雙重堅固(用於粗加工或是要求(qiú)穩定(dìng)的精加工)
3刀片的(de)形狀(以下是幾類常見的型號)【球銑(xǐ)刀(dāo)】
C 80°菱形(xíng)
D 55°菱形
V 35°菱形
K 55°平行四邊形
R 圓形
S 90°正方形
T 60°正三角形
W 80°六角形
4 槽(cáo)形(xíng)
斷悄槽的意義是什麽?【球銑刀】
使切悄能按預先設定的方(fāng)式,進(jìn)行卷(juàn)曲流動和折斷。使其形成可(kě)接受的良好屑形,從(cóng)而實現對切屑的有效控(kòng)製與材質憂化。有效控製刀具鋒利程度,以保證刀具的耐磨性能,切削力和刀尖強度達到最佳效果。
斷屑槽的形(xíng)狀(zhuàng)如下圖
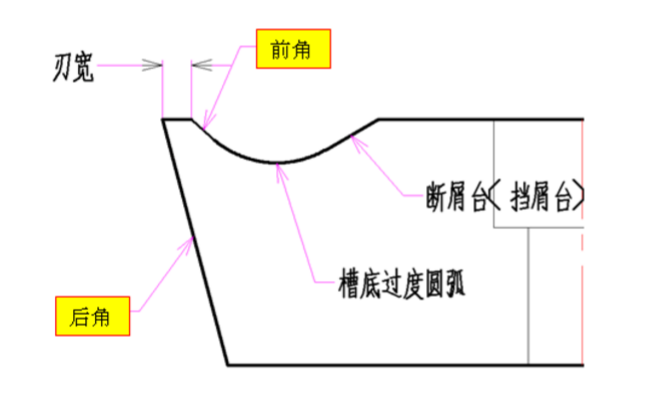
後角和前角一定(dìng)的情況下(xià)刀片的鋒利程度山寬來決定。
鋒(fēng)利和強度兩個要素是矛盾的,設計時要(yào)找到這兩點間最佳的結合(hé)點。【球銑刀】
5 數控刀片的分類
按材料(liào)分為以下幾大類
1)硬質合金(jīn)數控刀片
2)硬質合金塗層刀片
3)金屬陶瓷刀片
4)非(fēi)金屬陶瓷刀片
5)超硬刀片
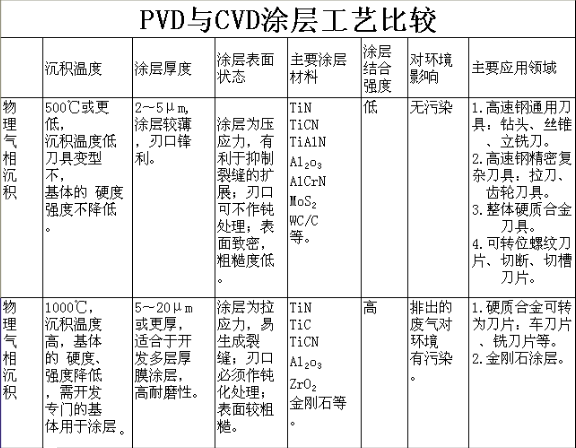
分深:硬質合金塗層刀片可(kě)以用於幹切削(xuē),這類工作(zuò)方式影響深遠
PVD和CVD兩種塗層相比(bǐ)的(de)優缺點:
按應用領域分為以下幾大類:
車銷刀片
1)普通車削刀(dāo)片(piàn)
2)鋁材車削刀(dāo)片(piàn)
3)切斷切槽車削刀(dāo)片
4)螺紋車削刀片
5)修光刃車削刀片
6)重力車削刀片
7)仿形(xíng)車削刀片
8)雙麵槽輕載粗加工刀片
9)其它
注:刀片的形式是(shì)一線的生產廠家在生產的過程中(zhōng)所產生的需(xū)求來反映到裝備廠家,最終出現各式各樣的刀片類型(xíng)。應需求而生,隨環境變化而變化。
單麵槽(粗加工,用負刀片)為什麽(me)?
雙麵槽(精加工(gōng),用正刀片)為什麽?
粗加工時要求定位穩固要求刀片強度好,如果用(yòng)雙麵槽則會定(dìng)位不利。如果用正刀片則會降低刀具使用壽命。【球銑刀】
分深;鋁材車(chē)削刀片(此類刀片不塗層不鈍化)
因為要保證鋒(fēng)利和(hé)排屑順利故刀片形狀沒有(yǒu)刃寬,前後角也要加大。
特點:a不塗層不(bú)鈍化保(bǎo)證鋒利 b前刀麵非常順滑(huá)【球銑刀】
 中文
中文  English
English
